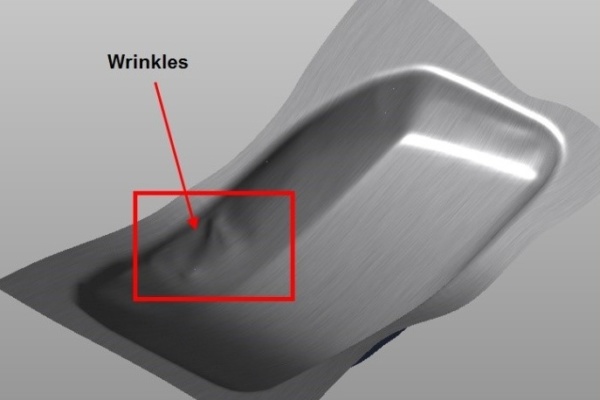
Wrinkle Defect In Sheet Metal
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

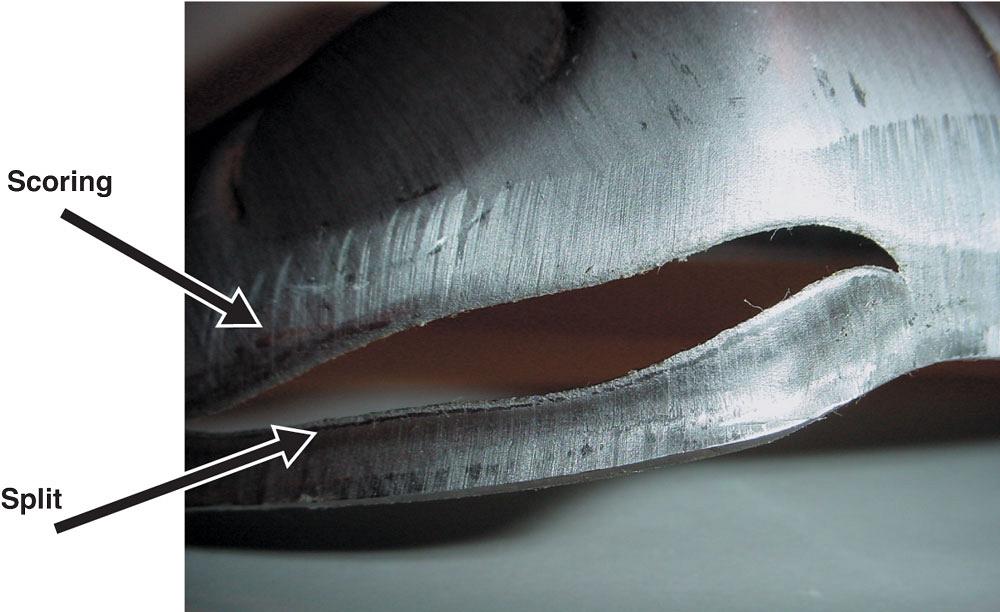
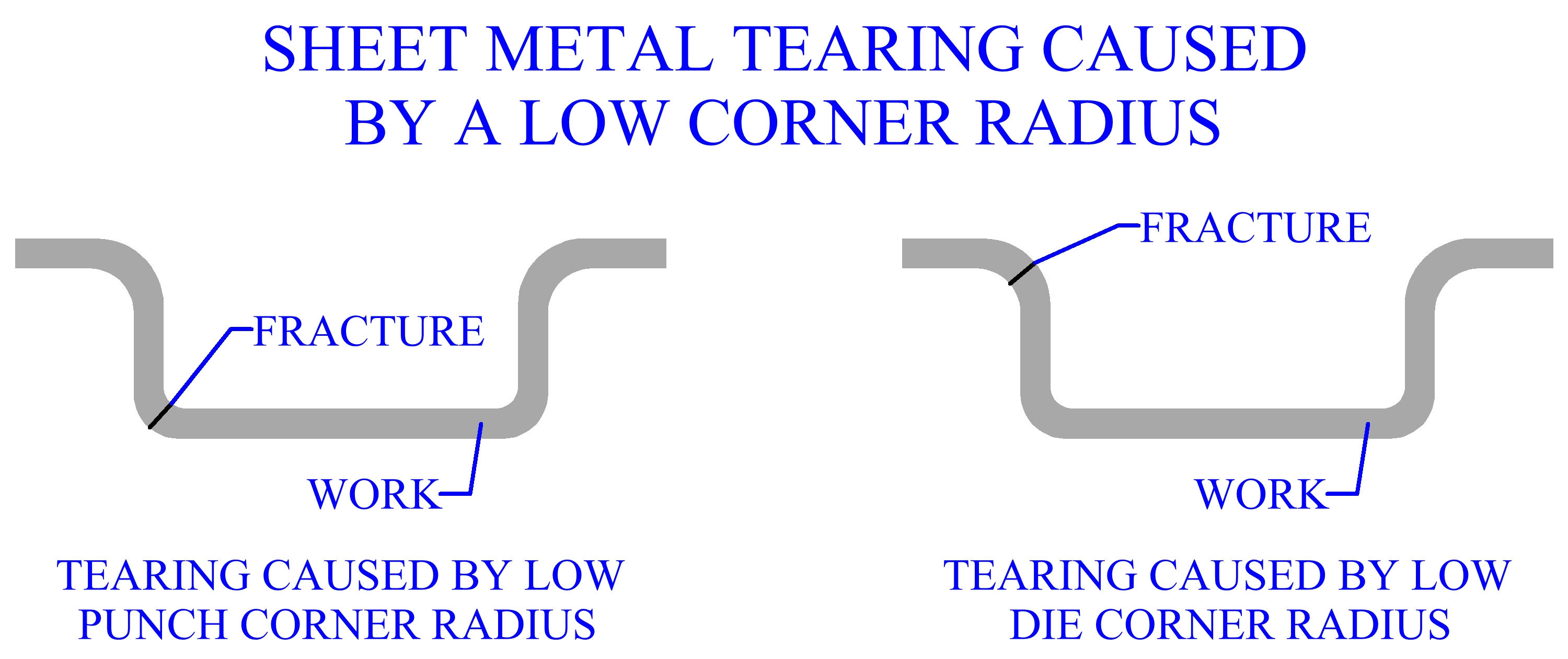
3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Preventing Wrinkles In The Deep Drawing Process

Pin Em Deep Drawing

Problems In Sheet Metal Forming Download Scientific Diagram

Pdf Prediction Of Wrinkling And Springback In Sheet Metal Forming Semantic Scholar
The most common sheet metal stamping defects are also the easiest to predict using advanced simulation software such as autoform.
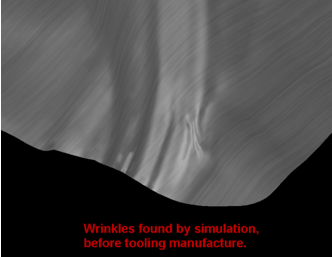
Wrinkle defect in sheet metal.
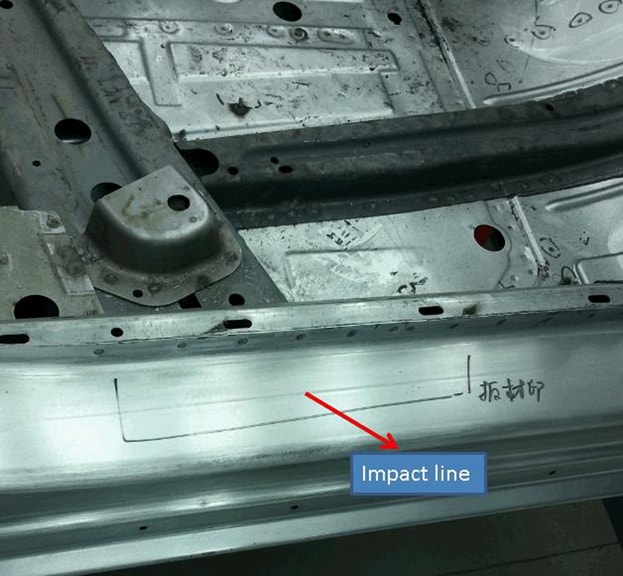
Saic General Motors Shock Line Analysis And Countermeasure Of Stamping Panels Formingworld
Die Science Listening To Your Parts

Dissecting Defects Part I
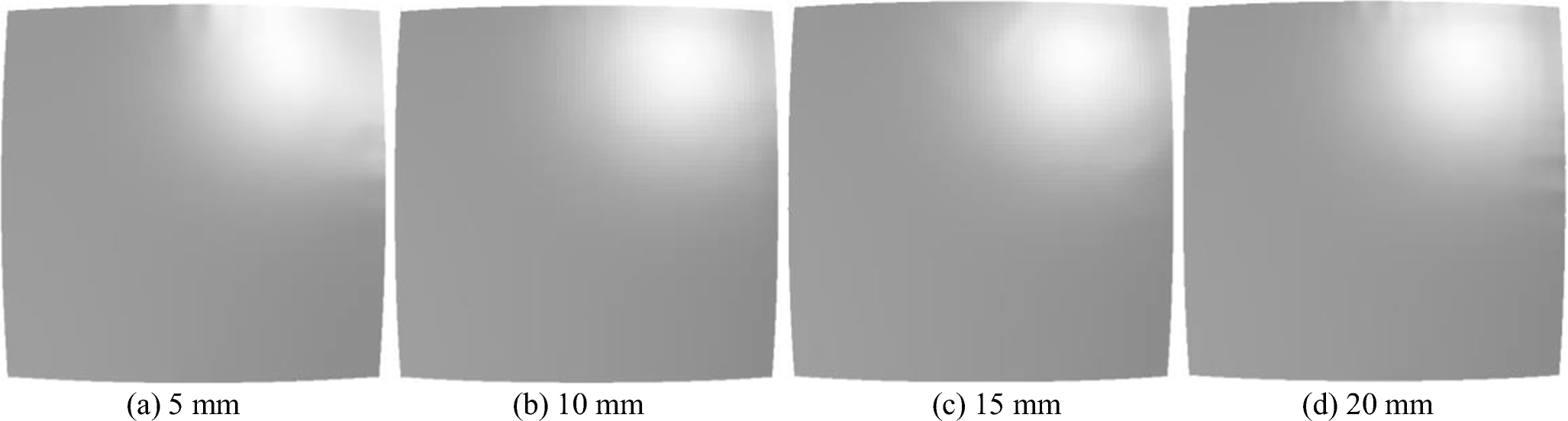
Investigation Of Forming Accuracy In Multipoint Forming With Composite Elastic Pads Springerlink
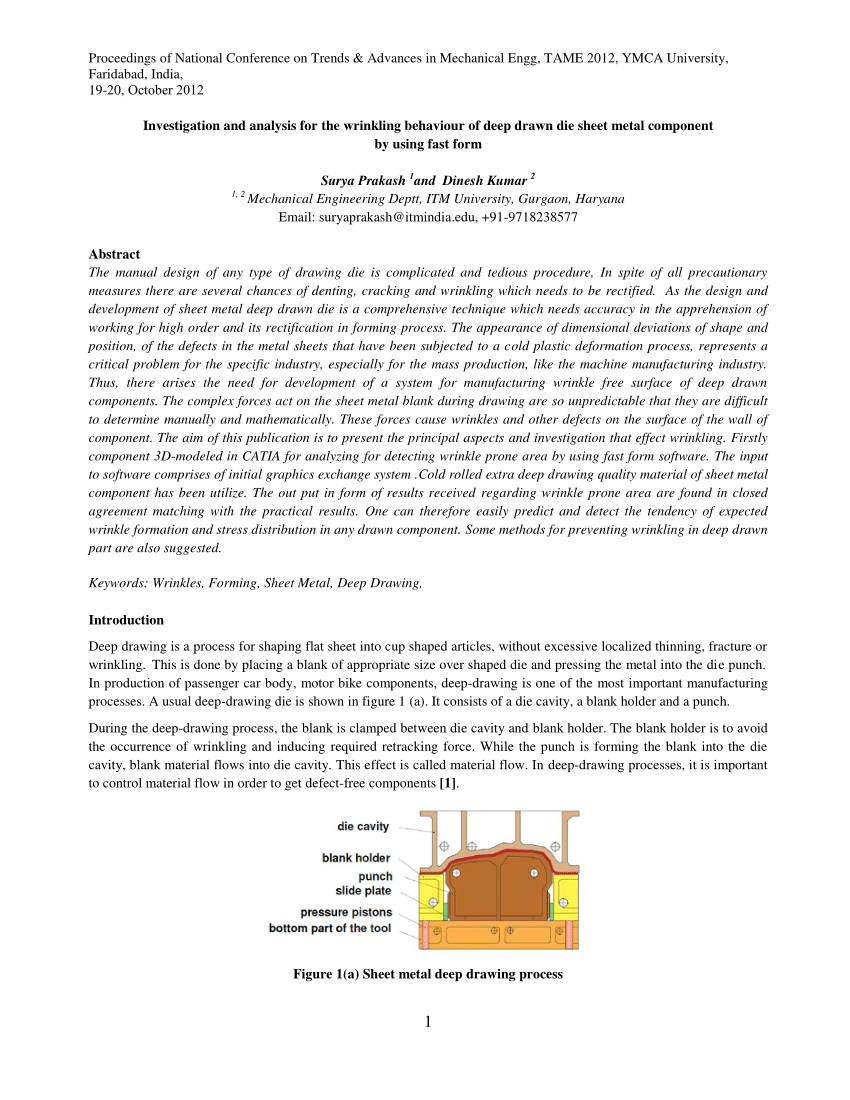
Pdf Investigation And Analysis For The Wrinkling Behaviour Of Deep Drawn Die Sheet Metal Component By Using Fast Form

Gallagher Kaiser Incident Report Form Template Platform Sh Roof Storm Damage Report Checklist Template Sample Ho Inspection Checklist Roof Checklist Template

Wamsutta Baratta Stitch Shower Curtain Seafoam In 2020 Wamsutta Curtains Shower

Youtube Khuon

Buyer Inspection System In Garments Sector Inspect Home Buying System

Dangers Of Toxic Ingredients To Avoid In Your Skin Cream And Other Cosmetic Products Sunscreen Chemicals F Anti Aging Skin Products Safe Cosmetics Skin Cream
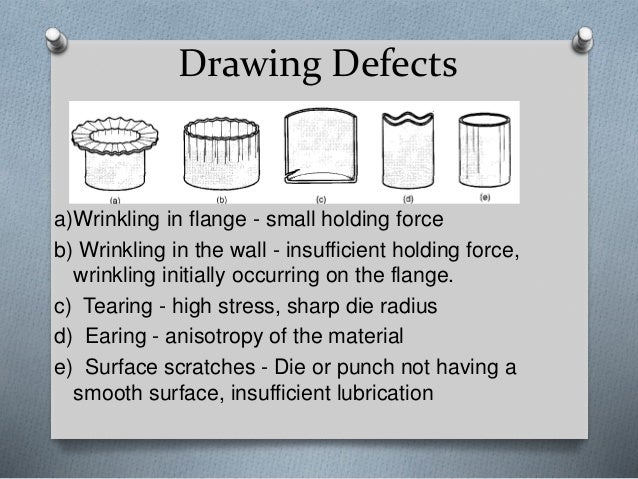
Sheet Metal Forming And Operations

Pin On Amazing Group Of Online Sellers
Blog Stampingsimulation

Process Parameter Optimisation Of A Minster Draw Redraw System Seechurn 2019 Engineering Reports Wiley Online Library

Nanowrinkles Are Key To Stretchable Superhydrophobic Surfaces

Fleming Knives Handmade Custom Knives By Eric Fleming Custom Knives Metal Fabrication Tools Welding And Fabrication

Wrinkles And Crumples Make Graphene Better Genome Project Nanotechnology Physics Research

Hoosier Cabinet Ad I Have One Of These That Was Passed Down Vintage Kitchen Cabinets Hoosier Cabinet Hoosier Cabinets
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau
Deep Drawing Of Sheet Metal

8 Best Hotel Style Sheets According To Hotel Insiders 2019 The Strategist New York Magazine Luxury Bed Sheets Sheet Sets King Sheet Sets

New Mac Pro 01 Jpg Mac Pro Cube Design Mac

Influence Of Boundary Conditions On The Prediction Of Springback And Wrinkling In Sheet Metal Forming Sciencedirect

Vintage 80s Plastic New Wave Blue Hoop Earrings Hoop Earrings Blue Vintage Earrings
Source : pinterest.com
